植筋工程——设计要求、材料要求
- 发布时间:2019-06-17 09:50:58
- 浏览: 4112
- 出处:加固之家
- 作者:小柯
一.植筋工程设计要求
1在植筋锚固胶粘剂作业条件下,植筋工程设计技术参数参见“植筋工程设计技术参数表”所示。

2本工程植筋锚固用胶粘剂安全性能指标选用应符合《建筑结构加固工程施工质量验收规范》 GB 50550—2010、《混凝土结构加固设计规范》GB 50367—2006中的“A级胶”要求。
3本工程植筋钢筋型号、规格、数量及作业部位等具体设计要求参见设计图纸。
二.植筋工程材料要求
1植筋用胶粘剂
根据设计要求,本工程植筋锚固用胶粘剂安全性能指标选用应符合《建筑结构加固工程施工质量验收规范》GB 50550—2010、《混凝土结构加固设计规范》GB 50367—2006中的“A级胶”要求。
植筋用胶粘剂进场时,应对其品种、型号、级别、包装和出厂日期等进行检查,同时应按《建筑结构加固工程施工质验收规范》GB SOHO—2010的要求,对其钢-钢拉伸抗剪强度、钢-混凝土正拉粘结 强度、耐热老化性能等3项重要指标及不挥发物含量进行见证取样复验,质量检验结论符合《建筑结构加固工程施工质量验收规范》GB50550—2010、《混凝土结构加固设计规范》GB 50367—2006 “A级胶” 性能指标规定。
胶粘剂进场应具有产品合格证、包装、标志、出厂检测报告和进场复试报告。严禁使用过期胶粘剂、无合格证书的胶粘剂及包装破损或无出厂包装的胶粘剂。
全面了解胶粘剂产品说明书的内容。根据胶粘剂产品的不同,一般,胶粘剂运输和贮藏温度宜介于 5℃〜25℃之间,存放于干燥避光的环境中,胶粘剂最佳施工温度15℃〜25℃。根据施工温度的变化, 通过试验可适当增减固化剂用量达到匹配要求。
植筋用胶粘剂的填料应在厂家制胶生产时添加,严禁在施工现场渗入。
2植筋用钢筋
本工程植筋用钢筋应为热轧带肋钢筋,其性能和质量应符合设计要求和《钢筋混凝土用钢:热轧带肋钢筋》GB1499.2—2007的规定。
植筋用钢筋必须严格按照设计要求的型号、规格选用。
由总包单位提供的植筋用钢筋应具有出厂合格证、出厂检测报告和进场复试报告。
植筋用钢筋应平直、无损伤,表面不得有裂纹、油污和锈斑。
植筋用钢筋端部按锚固长度及部位采用钢丝刷或除锈机逐一除锈,直至将钢筋表面打磨出金属光泽,且无任何悬浮物为止,不得有遗漏部位。除锈长度大于埋设长度50mm左右。用钢丝刷将除锈清理长度范围内的钢筋表面要求除锈均匀干净。植入前再次复查钢筋锈蚀情况,若有新锈,应用砂纸擦拭处理。将经过除锈处理的钢筋用蘸有丙酮的棉纱、毛刷清洗1遍,按类别标志,置于干净的环境分类码放待用。
植筋焊接应在注胶之前进行。若个别钢筋需要在注胶之后焊接,则施焊部位距注胶孔顶面的距离不应小于20d,且不应小于200mm。在施焊的同时,把用冰水浸溃的多层湿巾包裹在植筋外露段至孔洞顶面,以利降温、散温。
3当胶粘剂或钢筋的品种、型号、级别或规格需作变更时,应出具设计变更通知书。
三.植筋工程施工机具
1电锤,两相电源220V。适用于小孔径、水平作业钻孔用。
冲击钻,三相电源380V。适用于大孔径、垂直作业钻孔用。
2根据设计要求的植筋成孔孔径与深度选择相应规格的钻杆。钻杆直径符合钻孔直径,一般比所制钢筋直径大4〜6mm。钻杆长度应能满足钻孔深度。
3配胶用低速搅拌器。
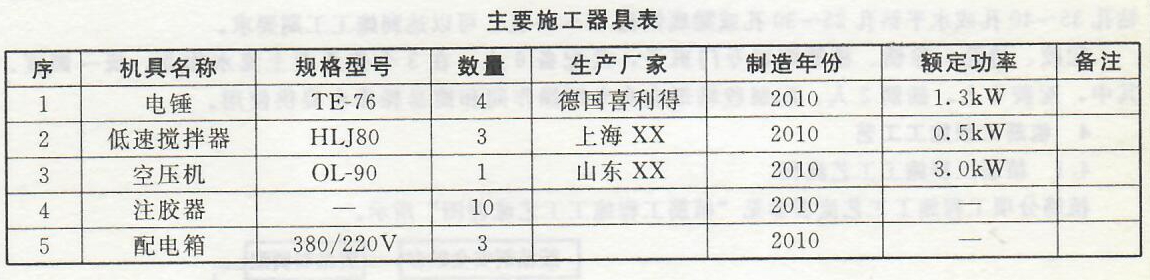
植筋施工工艺器具参见“主要施工器具表”所示。